Korozyon metallerin ortam ile kimyasal veya elektrokimyasal reaksiyonu sonucu malzeme özelliklerinin olumsuz yönde etkilenmesidir. Kimyasal korozyon metalin içinde bulunduğu ortamdaki diğer bir elementle doğrudan elektron ahşverişinin sözkonusu olduğu bir reaksiyondur. Metal genellikle ortamdaki oksijene elektron verir ve reaksiyon sonucu metal oksit oluşur. Oksidasyon özellikle yüksek sıcaklıklarda belirgindir ve bu durumda oluşan korozyon ürününe teknik dilde tufal denir. Elektrokimyasal korozyonda konum olarak çoğunlukla farklı yerlerde oluşan iki kısmî reaksiyon vardır. Genel olarak bütün metallerde ve özellikle paslanmaz çeliklerde elektrokimyasal korozyon hasarlarına daha çok rastlandığından bu konu üstünde durulacaktır.
Elektrokimyasal korozyonun her iki kimyasal

reaksiyonunda da elektrik yüklerinin karşılıklı değişimi zorunludur. Bu değişim metallerde elektron iletimi yoluyla sağlanırken, metalin dışındaki akım elektrolit üzerinden geçer. Elektrolitler çoğunlukla sıvı çözeltiler olmakla birlikte, toprakta ve tuz eriyiklerinde de iyon iletimi mümkündür. Bir elektrolitin korozyondaki etkinliği, içindeki iyonların derişikliklerinin su içindeki derişikliklerine oranıyla ifade edilir.
Korozyon Biçimleri
Malzemede korozyona bağlı hasar başlıca üç biçimde gerçekleşir: genel korozyon, noktasal korozyon ve korozyon çatlağı. Genel korozyon bütün yüzeyi etkilerken, noktasal korozyonda krater (pitting) ya da iğne şeklinde yerel çukurlar oluşur veya yüzeyin altı oyulur. Genel korozyonda metal çözünmesi yavaştır ve ortaya çıkan korozyonun neden olduğu maddelerden ötürü kolaylıkla farkedilerek önlem alınabilir. Ancak ulaşılamayan iç boşluklarda görünümün bozulması izlenemeyeceğinden tehlikeli olabilir. Noktasal korozyonda ise ortaya çıkan korozyonun yarattığı maddeler farkedilmeyecek kadar azdır, bundan dolayı parça delinip sızma gibi bir belirti görülmeden farkedilmez. Bu duruma gelindiğinde ise sistemin bütününde dolaylı oluşacak hasar, korozyon hasarırnn kendisinden çok daha ağır sonuçlara yol açabilir.
Korozyon çatlakları ise en tehlikeli korozyon biçimi olup, noktasal korozyon gibi çok zor farkedilir. Mekanik zorlama altındaki çatlak uçlarında çentik etkisiyle oluşan gerilme yığılmaları ile kesit daralması sonucu ortaya çıkan aşırı zorlama, kırılmaya yol açabilir. Korozyon çatlağmın hem tane smırlanndan hemde tane içlerinden ilerlemesi mümkündür.
Korozyon Türleri
Korozyon türlerini mekanik zorlamasız ve mekanik zorlamalı olmak üzere iki ana başhkta toplayabiliriz.
Mekanik zorlamasız korozyon türleri:
Temas korozyonu, derişiklik pili, aralık korozyonu ve ayınmh korozyon şeklinde sıralanabilir.

Temas korozyonu veya temas pilinde anotla katot arasındaki elektrik direnci genellikle çok küçüktür, yani kısa devre bulunmaktadır. Bu durumda anot ve katot iki ayrı parça ise makro temas pili oluşur ve üniform bir genel korozyon görülür. Anot ve katot yüzeyleri çok küçük ve yanyana iseler yerel (mikro) temas pili oluşur. Bu tür korozyon heterojen bir karışımın değişik içyapı bileşenleri arasında ortaya çıkabileceği gibi sıvı içindeki metal birikintiler ile sıvıyı taşıyan kap veya boru arasında ortaya çıkabilir ve her iki durumda da noktasaldır. Derişiklik pili elektrolit içindeki belirli maddelerin homojen olmayan derişikliklerinden kaynaklanır. En sık rastlana derişiklik pili elektrolite oksijen girişinin çeşitli bölgelerde farklı olmasından ileri gelen havalandırma pilidir. Dar aralıklarda veya sızdırmazlık yüzeylerinde oluşan aralık korozyonu da farklı havalandırma koşullarına bağlanabilir. Örneğin aralık içinde oksijen derişikliği az, dışarıda ise daha yüksektir.
Ayırımlı korozyonda belirli içyapı bileşenleri, tane sınırına yakın bölgeler veya bazı alaşım elemanları elektrolitte öncelikle çözünürler. Tanelerarası korozyon ayırımlı korozyon için bir örnektir. Çünkü burada ya tane sınırlarının yüksek enerjisi veya farklı yapıları nedeniyle tane sınırı çökeltilerinin veya tane sınırlarının çözünmesi söz konusudur. Taneleriçi korozyon ise plastik şekil değişimi sonucu dislokasyon yoğunluğu fazla ve böylece enerji seviyesi yükselmiş olan kayma düzlemleri üstünde ilerler. Ayırımlı korozyonun özel halleri kır dökme demirdeki süngerleşme ve pirinçdeki çinkosuzlaşmadır. Bu durumda parça dış biçimini korur, ancak dayanımını kaybeder.
Gerilme korozyonu elektrolit içinde bulunan ve bir çatlak başlangıcı taşıyan parça üzerine çekme gerilmelerinin etkimesi ile ortaya çıkar. Çatlak başlangıcları yüzeyde ve mikroskobik ölçeğin altında büyüklükteki süreksizliklerdir. Çatlaklar mekanik gerilme ve korozyonun ortak etkimesi sonucu da ortaya çıkabilirler. Gerilme nedeniyle hareket eden dislokasyonların yüzeyde meydana getirdiği kayma eşikleri, korozyon yavaşlatıcı oksit vb. tabakanın sürekliliğini bozar. Bu gibi hallerde koruyucu tabakanın yenilenmesi olaya özgü elektrolit tarafından engellenir ve korozyonun yerel olarak gelişmesiyle bir tünel oluşur. Doğrudan doğruya koruyucu tabakadan gelecek iyonlarda aynı sonucu doğurur.
Gerilme korozyonu sırasındaki çatlak ilerlemesi, çatlak ucundaki gerilme yığılması sonucu oluşan plastik şekil değişimi ve buna bağlı dislokasyon yoğunluğu nedeniyle anodik olarak çözünme ve çatlak büyümesi şeklinde gelişir. Bu arada plastik şekil değişimi sonucu azalan gerilme yığılması, çatlak büyümesi ile taşıyıcı kesitin daralması ve ortalama gerilmenin artması sonucu yeniden etkinlik kazanır. Bu şekilde ilerleyen çatlak hızlanarak parçanın kısa zamanda kırılmasına yol açar.
Gerilme korozyonu her türlü malzemede görülebilir, ancak paslanmaz çelik gibi korozyona dayanıklı malzemeler koruyucu tabakanın hasar görmesi ile özellikle duyarlı hale geçebilirler. Gerilme korozyonu malzemeye ve elektrolite bağlı olarak hem tanelerarası hem de taneleriçi türden olabilir.
Hidrojen gevrekliğinde de gerilme, elektrolit ve çatlak gibi üç eleman mevcut olmasına rağmen hasar mekanizması gerilme korozyonundan farklı olduğu için değişik bir kategoride değerlendirilir.
Hidrojen gevrekliğinde katodik reaksiyon sonucu ortaya çıkan hidrojen iyonlarının malzeme içine yayınması ve daha sonra malzeme içi mikro boşluklarda hidrojen molekülünü meydana getirirken iç gerilmelere ve dolayısıyla çatlaklara yol açması söz konusudur.
Korozyon yorulmasında ise gerilme korozyonunun mekanizması büyük ölçüde aynen geçerlidir. Yalnız yorulma zorlamaları
altında yüzeyde çıkıntı ve girintiler, yani uçlarında dislokasyon yoğunluğu yüksek olan derin çatlak başlangıçları her zaman oluştuğundan, korozyon yorulmasının görülmesi için belli bir elektrolitin bulunması gerekmez. Şehir suyu dahi yorulma dayanımının önemli ölçüde azalmasına yol açabilir. Korozyon yorulması hemen hemen her zaman taneler içi çatlaklar şeklinde ilerler.
Yukarıda anlatılan mekanik zorlama altındaki korozyon türlerine ek olarak iki katı maddenin sürtünmesi sonucu ortaya çıkan sürtünme korozyonu, akan sıvılar içinde oluşan erozyon korozyonu ve kavitasyon korozyonu sıralanabilir. Sürtünme korozyonunda özellikle mekanik aşınma ile kopan yüzey parçacıkları korozyona uğrayarak uyum pası diye adlandırılan korozyonun yarattığı maddeleri oluştururlar. Erozyon ve kavitasyonda ise metal yüzeyindeki koruyucu tabaka bozularak korozyon hasarı ortaya çıkar.
Metallerin Korozyon Davranışı
Anodik metal çözünmesi için metal yüzeyinin aktif olması, metalin elektrolitik olarak aşınmasını engelleyebilecek bir reaksiyonla karşılaşılmaması lazımdır. Pasifleşebilen malzemelerde ve özellikle oksijence zengin elektrolitlerde, çoğu kez oksit olarak oluşan pasif tabaka sayesinde anot akımı çok küçük bir değere düşer ve geniş bir potansiyel aralığında yaklaşık olarak sabit kalır. Bu şekilde korozyonun devam etmesi engellenir.
Korozyondan Korunma
Korozyondan aktif korunmada elektrolitin değiştirilmesi, koruyucu anot kullanılması ve dış elektrik potansiyeli uygulanması ile doğrudan doğruya korozyon reaksiyonları azaltılır. Bir elektrolitin etkinliğini azaltmak üzere inhibitör denilen kimyasal maddeler eklenebilir veya kapalı devre sistemlerde su, oksijerce fakirleştirilebilir. Koruyucu anot veya dış gerilim uygulaması ile korunmak istenen malzeme katot haline getirilir.
Korozyondan pasif korunma olarak elektroliti korunacak metalden uzak tutan her türlü önlem anlaşılır. Yaygın olarak kullanılan yöntemler arasında organik (yağ balmumu, plastik), metal olmayan-inorganik (oksitler, fosfatlar, seramikler, emaye) ve
metal yüzey koruma kaplamaları sıralanabilir. Tasarım sırasında da korozyondan korunma amaçlı tedbirler alınabilir. Farklı potansiyele sahip malzemeler arasındaki korozyon, ara yalıtkan tabakalar ile engellenebilir.
Paslanmaz Çeliklerin Korozyonu
Paslanmaz çeliklerin korozyona karşı dayanımının yüksek olması, yüzeyinde bulunan ince oksit filminin sonucu olarak düşünülür. Bu filmin bileşimi alaşımdan alaşıma ve gördüğü işleme (haddeleme, dağlama, ısıl işlem) göre değişir. Bu tabakanın sürekli, gözeneksiz, çözünmeyen ve kendini onaran bir yapıda olduğu bilinir. Bu tabaka bozulduğu zaman havada veya oksijen bulunan ortamlarda kendiliğinden yeniden oluşur.
Pasifik , pasif bir oksit filminin varlığı halinde kazanılan korozyona karşı dayanıklılıktır. Bu sabit bir durum değildir, sadece belirli ortamlarda veya belirli koşullarda ortaya çıkar. Paslanmaz çeliklerin pasiflik durumunun var olduğu alan dar veya geniştir, koşullardaki küçük değişimler bu pasiflik durumunu bozabilir. Pasif durumdaki paslanmaz çelikler asil metaller gibi davranırken, aksi durumda basit çeliklerin özelliğindedir.
Paslanmaz çelikler normal olarak pasiftirler, ancak oksitleyici özelliği düşük korozif çözeltilerde, aktifleşirler. Bu nedenle pasifliğin korunması için oksijen veren ortamların sürekli var olması gereklidir. Aksi halde yerel korozyon oluşur ve mesela deniz suyunda aralık korozyonu görülür.
Korozif çözeltinin paslanmaz çeliğin yüzeyinde hareket etmesi ve hızının artması, çözelti içinde çözünmüş oksijenin çelikle temasa geçme hızını artırır ve hız arttıkça elektrokimyasal korozyon eğilimi azalır. Ancak artan hızla erozyon ve kavitasyon gibi mekanik etkiler artar ve yeni bir film oluşması engellendiği gibi, eski film de ortadan kalkabilir. Bu nedenle korozyona uğrama eğilimi belirli bir noktaya kadar azalır ve sonra terar artar. Bu sınır hızının değeri, çeliğin bileşimi, sıcaklık, çözeltilerin miktar ve bileşimi ile diğer ortam faktörlerine bağlıdır.
Paslanmaz çelikler metal oksit filmi olmadan iyi bir korozyon direncine sahip değildirler ve pasif filmlerini koruyamayacakları durumlarda hızla çözünürler. Dolayısıyla malzemenin korozyon direnci ya “iyi”dir ya da “kötü”dür.
Pasif filmin yerel olarak bozulması durumunda da aynı şey olur. Bu durumda pitting, aralık korozyonu, tanelerarası korozyon veya gerilmeli korozyon oluşabilir. Sonuç çok kötü olabilir, ancak malzemenin çok küçük bir kısmı korozyona uğradığı için, hasarın önceden farkedilmesi güçtür.
Bileşimin Etkisi
Paslanmaz çeliklerin korozyon dayanımı kromun varlığına bağlıdır ve krom miktarı artırıldıkça bu dayanım artar. Ayrıca yüzeyde pasif bir filmin oluşum hızı da krom miktarına bağlıdır.
Nikelin bulunması oksijen bulunmayan belirli ortamlardaki korozyon dayanımını artırır. Ayrıca diğer mekanik özellikleri de geliştirir. Mangan ostenit yapıyı kararlı hale getirmede etkindir, fakat korozyon dayanımına önemli bir katkısı olmaz. 200 serisi çeliklerde ostenitik yapı için gerekli olacak nikelin bir kısmının yerini mangan alır.
Molibden; halojen tuzlar ve deniz suyundaki noktasal korozyon dayanımını çok olumlu etkiler. Molibden katılması pasif filmin belirli ortamlardaki dayanımını artırır.
Isıl İşlemin Etkisi
Değişik ısıl işlemler sonucu içyapının değişmesi paslanmaz çeliklerin korozyon dayanımına önemli etki yapar. Bu çeliklerin korozyon dayanımı, karbonun tümünün çözünmüş olması ve homojen tek fazlı bir içyapı bulunması durumunda en iyidir. Kararlı (stabilize) hale getirilmemiş ostenitik paslanmaz çelikler 550°C-850°C arasında
tutulursa, belirli ortamlarda oda sıcaklığında dahi tane sınırları boyunca korozyona uğrarlar. Bu tanelerarası korozyon oluşumu, krom karbürün tane sınırlarında çökelmesi ve komşu bölgelerde bileşimdeki krom miktarının azalması nedeniyledir. Bileşimdeki karbon miktarının düşürülmesi ve bu şekilde çelikte karbür oluşumu eğiliminin zayıflaması ile tanelerarası korozyon eğilimi azaltılabilir.
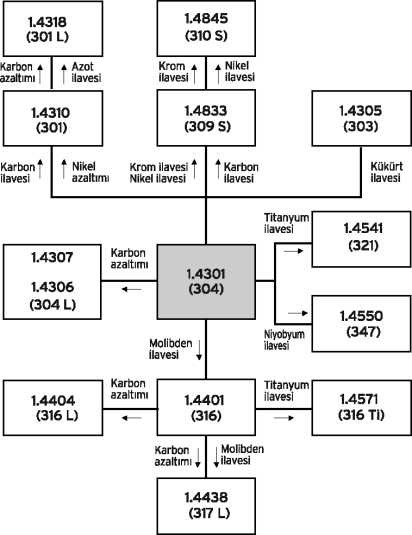
Karbon miktarı dışında bu kritik sıcaklık bölgesinde (550°C-850°C) tutma süresi de çok önemlidir. Bu bölgede karbür çökelmesi çok hızlı olur. Mesela kaynak bağlantılarında kaynak metali ve ana metal korozyona uğramaz iken, ısı tesiri altındaki bölgede sözkonusu sıcaklıkların kısa süre var olduğu yerlerde korozyon görülür. Bu durum, tavlama, stabilize edilmiş çelik türleri kullanma (321, 347) veya ekstra düşük karbonlu türler (304L, 316L) seçilmesi ile önlenebilir.
Tanelerarası korozyona duyarlı hale gelen paslanmaz çeliklerin mekanik özellikleri pek değişmez. Ancak tanelerarası korozyonun gerçekleşmesi halinde , özellikler çok olumsuz etkilenir.
Martenzitik çelikler atmosferik korozyona karşı en yüksek dayanıma sahip olmaları için uygun bir ısıl işlem görmelidirler. Bunlar genellikle tam sertleşmiş durumda en yüksek korozyon direncine sahiptirler. 375°C sıcaklığın altında temperleme, suverme gerilmelerini azaltır ve süneklik ile tokluğu çok olumlu etkiler, bu arada korozyon direnci fazla düşmez. Ancak 375°C-560°C arasında bir temperlemeden kaçınılmalıdır, çünkü hem tokluk hem korozyon direnci düşer.
Ferritik türlerde korozyon direnci bazı ısıl işlemlerden olumsuz etkilenebilir. Bu nedenle % 10 – % 29 krom içeren sertleştirilmeyen türlerin kaynak sonrasında tavlanması uygun olur. Ostenitiklerde bu sorun, stabilize edilmiş veya düşük karbonlu türler kullanılarak aşılabilir.
Uygun ısıl işlem yapıldığında ostenitik krom- nikel çelikleri bir çok korozif ortamda pasifliğini korurlar. En iyi korozyon özelliklerine 1040°C-1150°C sıcaklıklarına ısıtılıp hızla soğutulduklarında sahip olurlar.
Bu sayede homojen bir ostenitik içyapı elde edilir. Çarpılmayı önlemek ve tufal temizlemeyi kolaylaştırmak için bu aralığın düşük sıcaklık tarafında çalışılır. Hızlı soğutma önemlidir, küçük parçalar havada soğutulabilir, ancak büyükler suda soğutulmalıdır. Tanelerarası korozyona duyarlı hale gelmeyi önlemek için hazır reçeteler vermek imkansızdır, çünkü bu duyarlılık parça biçim ve kalınlığının dışında, bileşime (karbon miktarına ve krom dışında) karbür yapıcıların miktarına) bağlıdır. Soğuma hızının değerinden daha çok kritik sıcaklık bölgesinde geçin süre önemlidir. Bu bölgenin ortalarında sadece birkaç dakika kalınması, uçlarda saatlerce kalınmasına eşdeğer etki yaratır.
Bazı durumlarda soğuk şekil verme uygulanması, malzemenin korozyona karşı dayanımını düşürür. Ancak bu özel bir durumdur ve çeliğin bileşimi yanında, soğuk şekil verme miktarı, içyapı homojenliği ve ortamın türüne bağlıdır. Mesela, yüzeye soğuk markalama gibi yerel soğuk işlemlerin etkisi çok olumsuz olur.
Kaynak İşleminin Etkisi
Kaynak sırasında korozyon hassasiyetinin ne oranda ortaya çıkacağı dikişin birim uzunluğu başına ısı girdisine bağlıdır. Ark kaynağı yöntemlerinde yüksek ilerleme hızlarında ısı girdisi düşük olur. Gaz eritme kaynağı paslanmaz çilekler için genellikle kullanılmaz, çünkü yüksek ısı girdisi yanında, karbürleme etkiside vardır.
Yüzey Durumunun Etkisi
Paslanmaz çeliklerde yeterli bir kullanım ömrü elde edebilmek için yüzey durumuna çok dikkat etmek gerekir. Yüzey düzgünlüğü ve temizliği korozyon problemlerini azaltır. Genellikle düz ve
Yağlar, hidrokarbon esaslı solventler veya alkalin temizleyiciler ile giderilebilir, ancak işlem sonrası bu temizleyiciler de tamamen uzaklaştırılmalıdır. Yüzey kirlenmeleri, kesme ve derin çekme işlemleri sırasında da ortaya çıkabilir. Takımlardan yüzeye batan küçük metal parçacıkları uzaklaştırılmaz ise yerel korozyona neden olurlar. Bunların temizlenmesi en iyi şekilde, yaklaşık %20 nitrik asit içeren 50°C-60°C sıcaklıktaki bir çözeltiye daldırılarak gerçekleştirilir.
Kumlama sadece demir içermeyen silis kumu kullanılarak yapılabilir. Eğer metal parçacıklarla temizleme kaçınılmaz ise, işlem sonrası yukarıda bahsedilen çözeltiye daldırılarak temizleme yapılabilir.
Tasarım ve İmalatm Etkisi
Korozyon nedeniyle oluşan hasarlar, çoğu kez malzeme türünü değiştirmeye gerek kalmadan tasarımda yapılacak değişikliklerle önlenebilir. Dikkate alınması gereken hususlar bağlantı tasarımları, yüzey sürekliliği ve çentik etkileridir. Kaynak dikişlerinin yeri, plakaların ekonomik kesimi ve birleşme yerlerinde birbirine uygunluğu düşünülerek belirlenmelidir. Alın kaynakları bindirme kaynaklarına tercih edilmelidir. Bindirme kaçınılmaz ise korozif çözeltilere karşı sızdırmaz yapılmalıdır, aksi halde aralık veya derişiklik pili korozyonu ortaya çıkabilir. Takviye plakalar gibi köşe kaynakları ile çevrilmiş bağlantılardan kaçınılmalıdır. Bu birleştirmelerde tavlama ile giderilmesi çok güç iki eksenli gerilmeler mevcuttur. Paslanmaz çelik bir tank, karbonlu bir çelik ayak üzerinde oturuyorsa, yüksek
sıcaklıklarda bu ayak malzemesinden paslanmaz çeliğe karbon yayınabilir. Bunu önlemek için ayak önce paslanmaz çelik bir plakaya kaynatılmalı ve tank bunun üzerine oturtulmalıdır.
Bunun yanında özellikle gerilmeli korozyon tehlikesinin var olması durumunda, iç gerilmeleri de en aza indirmek çok önemlidir. Dikiş ağızlarının zorlanmadan yanyana getirilmesi, dikiş aralıklarının homojen ve düzgün olması önemlidir. Ayrıca parçaların serbest genleşmesine mümkün olduğunca izin verilmelidir.
- Paslanmaz Çeliklerin Korozyon Türleri
Paslanmaz Çeliklerde Tanelerarası Korozyon
Karbon miktarı %0,03 ten fazla olan kararsız (stabilize edilmemiş) ostenitik paslanmaz çeliklerde 550°C-850°C sıcaklık aralığında tane sınırlarında karbür çökelmesi olur ve malzeme tanelerarası korozyona duyarlı hale gelir.
Bu durumu engellemek için:
- Yüksek sıcaklık (1040-1150°C) tavı ile karbürleri çözmek ve tekrar çökelemeyecekleri bir hızla soğutmak
- Stabilize (Ti, Nb) paslanmaz çelik kullanmak
- Karbon miktarını azaltamak
gibi çözümler önerilir. Bu korozyon türüne malzemenin duyarlılığı test etmek için ASTM A262 kodlu standartta verilen deneyi uygulamak gerekir. Atmosferik veya hafif korozif ortamlarda tanelerarası korozyon için tedbir almaya gerek yoktur.
Paslanmaz Çeliklerde Pitting
Tüm yüzeyde pasif olan paslanmaz çeliklerde herhangi bir yerel korozyon olursa başlangıç noktasında hızlı bir ilerleme olur. Çünkü pasif (katot) ve aktif (anot) alanlar arasında bir elektrolitik pil (hücre) ortaya çıkar ve pitting ilerler.
Ortamda klorür içeren çözeltiler varsa aktif- pasif elektrolitik hücreleri hızlanır. Yapıda molibden bulunması ise noktasal korozyon dayanımını artırır.
Aralık Korozyonu
Aynı veya farklı türden iki paslanmaz çelik parçanın bağlantı ve birleşmi yerindeki
aralıklarda oluşur. Havalanması zayıf olan dar aralıklardaki sınırlı miktardaki oksijen pasif oksit filmini onaramaz ve bir derişiklik pili oluşur. Ayrıca buralarda korozyonu hızlandıran bir kısım yabancı maddeler birikir. En uygunu bu yerlerin tamamen sızdırmaz yapılmasıdır.
Galvanik ve Derişiklik Pili Korozyonu
Paslanmaz çeliklerde makro ve mikro temas korozyonu (pili) şeklinde genel ve noktasal korozyon türlerine rastlanır. Özellikle paslanmaz çelik kabın içindeki çözeltiye ek olarak bulunan bakır vb. madenî parçacıklar mikro temas korozyonuna yol açar. Paslanmaz çeliklerde en sık rastlanan derişiklik pili elektrolite oksijen girişinin çeşitli bölgelerde farklı olmasından ileri gelen ve paslanmaz çeliğin yüzey pasifliğinin yer yer bozulmasına yol açan havalandırma pilidir.
Bu korozyonun türlerinin hangi ortamlarda ve şartlarda oluştuğu aşağıda örnekler ile anlatılacaktır.
- Paslanmaz Çeliklerin Çeşitli Ortamlarda Korozyon Dayanımı
Atmosferik Korozyon Dayanımı
Hemen hemen bütün paslanmaz çelik türleri, hava kirliliği olmadığı sürece %100 nem altında dahi yüksek korozyon dayanımına sahiptir. Hava kirliliğinin sözkonusu olmadığı ortamlar için malzeme saçimi sadece maliyet, temin edilebilirlik, mekanik özellikler, montaja uygunluk ve görünüm dikkate alınarak yapılır. Havanın kuru olduğu bölgelerde en ekonomik türler seçilebilir.
Sanayi ortamında kullanılacak paslanmaz çeliklerin seçimi havadaki kirliliğe ve görünüm beklentilerine bağlıdır. Görünüm önemli ise 430 serisi tercih edilecek en düşük alaşım türü olmalıdır. 302 serisi paslanmaz çeliklerin de çoğu uygulamalar için yeterli olduğu gözlenmiştir. Sanayi ortamında en çok sorun çıkaran kirlilik klörür veya bileşiklerinden dolalı olanıdır. Su ile sık sık yıkamanın mümkün olmadığı kapalı ortamlarda paslanmaz çeliklerin süratli korozyona maruz kaldıkları gözlenir. Karayolu taşıtlarında en yaygın olarak tercih edilen türler 409, 430, 434
201, 301 ve 304 türleridir. 434 serisi daha çok otomobil parçalarında krom kaplamaya benzeyen görünümü ve kış aylarında uygulanan tuzlamaya karşı korozyon dayanımı sebebiyle tercih edilir. 301 türlü ise iyi şekillendirilebilme ve pekleşme özelliği sonucu sağladığı yaylanma özelliğinden ötürü jant kapaklarında kullanılır. Mukavemet açısından kritik sayılmayan yapı elemanlerında tercih edilen 409 türünün en yaygın kullanım yeri ise uzun yıllardan beri katalitik konvertörler olmuştur.
Deniz Suyunda Korozyon Dayanımı
Deniz suyu veya tuzlu sulu ortamlarda çalışacak paslanmaz çeliklerin seçimi, atmosferde kullanılanlara göre daha karmaşıktır. 304 ve özellikle 316 deniz suyuna en dayanıklı türlerdir. Yalnız akış hızı 1.5 m/s altındaki durgun sularda (mesala kirli liman sularında) 316 da dahil hemen hemen bütün paslanmaz çelikler pitting korozyonuna uğrarlar. Böyle durumlar için özel geliştirilmiş ostenitik ve ferritik alaşımlardan biri tercih edilmelidir.
Paslanmaz çelik ile oluşturulan galvanik çiftler, deniz suyu ortamında diğer malzemelerin süratli korozyona uğramasına yol açar. Deniz kirliliği, oksitleyici olan ortamlar hariç çoğu zaman korozyon dayanımını daha da düşürür. Kavitasyon erozyonu söz konusu olduğunda ise paslanmaz çelikler mükemmel bir performans gösterirler ve gemi pervaneleri ve deniz suyu pompalarında özellikle tercih edilirler.
Kimyasal Ortamlarda Korozyon Dayanımı
Kimyasal ortamlarda paslanmaz çelikler genel korozyon, tanelerarası korozyon, gerilme korozyonu çatlaması, pitting, aralık korozyonu ve/veya galvanik korozyona maruz kalır. Ortamdaki küçük değişiklikler bazen önemli performans değişikliğine yol açabilir; bu nedenle tasarım ve malzeme seçimleri titizlikle yapılmalıdır.
Oda sıcaklığında asetik asit için ostenitik paslanmaz çelikler ideal bir seçimdir. 304 ve 347 türleri %99 derişiklikteki saf asitte kaynama sıcaklığının %50’sine kadar varan sıcaklıklarda sadece düşük bir genel korozyona maruz kalıp rahatlıkla kullanılabilirler. Bu türler asetik asite maruz
kalan imbik, kazan, ısı değiştiricisi, boru hattı, depo tankı ve pompaların yapımında yaygın olarak kullanılırlar. Bunun yanında, 309 ve 310 türleri %50 derişiklikteki asetik asite kaynama sıcaklığının %99’una kadar iyi bir direnç gösterirler. Diğer hallerde, özellikle asetik asitin içinde paslanmaz çeliğin pasifliğini bozacak başka maddelerin bulunması durumunda testler yapılarak malzemenin davranışı belirlenmelidir. Paslanmaz çelikler amonyakın en yüksek derişiklik seviyelerinde bile çok iyi korozyon dayanımı gösterirler. Kükürt gidericilerin elek ve diğer elemanlarında 304 ve 316 türleri tercih edilir. Su soğutmalı ısı değiştiriciler söz konusu olduğunda,klorlu soğutma suyu altındaki gerilme korozyonu çatlağına karşı 430 türü kullanılır. Ortamda klorür iyonu bulunduğunda ise pitting direnci yüksek 18Cr-2Mo, 26Cr-1Mo ve 29Cr-4Mo gibi türlere yönelinmelidir.
Klorlü çözücülerden, metan, etan, etilen, propan ve benzenin halojen türevlerinin kullanıldığı kuru temizleme, metal temizleme, buharla yağ giderme ve çözücü ekstraksiyonu gibi uygulamalarda,su bulunmadığı müddetçe paslanmaz çelikler hiç problemsiz kullanılabilir. Su bulunması halinde ortamdaki metalin de varlığıyla hidroklorik asit veya organik asitler meydana gelir. Bu gibi hallerde 316 ve 317 türlerinde pitting korozyonuna dikkat edilmelidir. Kaynaklı birleşme noktalarında ise tanelerarası korozyon ortaya çıkabilir ve test yapılması önerilir.
Kromik asit yüksek oksitleme özelliğine sahip olmasına rağmen paslanmaz çeliklerde korozyona sebep olur. Paslanmaz çelikler kromik asit ile ancak düşük derişiklikte ve/veya düşük sıcaklıklarda kullanılabilirler.
Sitrik asit oksitleyici olmayan bir asittir ve paslanmaz çeliklerde asetik aside göre daha az koroziftir. Düşük sıcaklık ve derişiklikte rahatlıkla kullanılabilirler. Yüksek sıcaklık yüksek derişiklik ve klorür katışmış olması söz konusu olduğunda yüksek alaşımlı türler tercih edilmelidir.
Metil-, etil-, propil- ve vinil-asetat gibi esterlerin saf halde paslanmaz çeliklerde hiçbir korozif etkileri yoktur. Sadece esterleme sürecinde ortama katalizör olarak katılan sülfürik asitden dolayı oluşabilecek korozyon hesaba katılmalıdır.
Asetik asit ve formik asit gibi düşük moleküler ağırlıklı yağ asitlerinin bulunduğu ortamlarda 18-8 paslanmazlar kullanılır. Palmitik ve stearik asit gibi yüksek molekül ağırlığı olan asitler ise daha az koroziftirler. Bu asitlerde kullanılan 18-8 türü alaşımların faydası, küçük renk ve koku değişimleri veya diğer kontaminasyonların 175°C sıcaklığa kadar önlenmiş olmasıdır.175°C üstü sıcaklıklarda pitting ve genel korozyonun önlenebilmesi için 316 türü paslanmaz çeliklerin kullanımı gerekir. Yüksek basınçlı yağ asidi buharı söz konusu olduğunda da yine 316 serisi paslanmaz çelikler kullanılır. Yağ asidi ve klörür karışımlarında gerilme korozyonu çatlağı hesaba katılmalıdır.
Paslanmaz çelikler gübre makina ve teçhizatında pek çok yerde kullanılır. Kuru gübrelerde 409 tipi, sıvı gübrelere ise 304 tipi tercih edilir.
Paslanmaz çeliklerin formik asitteki davranışı asetik asittekine çok benzer. Çoğu zaman korozyon biraz daha hızlıdır. Formik asit içinde bulunabilen katışkılardan formaldehit, pitting korozyonuna yol açar. Oda sıcaklığında ostenitik çeliklerin tamamı formik aside dirençlidir. Yüksek sıcaklık uygulamalarında yüksek kromlu molibdenli ferritik tipler kullanılmaktadır.
Paslanmaz çelikler korozyon açısından genel olarak hidroklorik aside dirençli bir malzeme değildir ve tavsiye edilmezler. Ancak iyi havalandırılan seyreltik çözeltilerde 316, 317 ve 329 türü alaşımlar kullanılabilir. Paslanmaz çelik ile bir başka alaşımdan oluşan metal çiftlerinden (pillerinden) özellikle kaçınılmalıdır, çünkü birleşme yerlerinde korozyon daha da hızlanır.
Hidroflorik asit söz konusu olduğunda çok düşük sıcaklık ve derişiklik durumları haricinde paslanmaz çelikler çok süratli korozyona maruz kalırlar ve dolayısıyla sınırlı bir kullanım alanı vardır.
Saf laktik asitte molibden ihtiva eder alaşımların daha yüksek korozyon dayanımı gösterdikleri gözlenmiştir. Korozyon hızı ortama klorür ve sülfatların katılımı sonucu hızlanır. 95°C üstü sıcaklıklarda paslanmaz çelikler laktik asitle birlikte kullanıma uygun değildir.
Paslanmaz çelikler monoetanolamine karşı mükemmel korozyon dayanımı gösterirler.
Özellikle tekrar ısıtma kazanı, ısı değiştiricisi, boru ve CO2 ayrıştırıcısı kolonlarında karbon çeliklerine tercih edilirler. Bu durumlarda 304 tipi genellikle yeterlidir.
Paslanmaz çeliklerin sanayide ilk uygulamalarından biri 430 ve 304 tipleri ile nitrik asit ortamında kullanılmasıdır. Günümüzdeki uygulumalarda 304L ve 347 tipleri kaynaklı montaj sonrasında ısıl işleme gerek kalmaksızın yeterli korozyon dayanımı sağlamaktadır. Oda sıcaklığında %94 derişikliğe kadar nitrik asit paslanmaz çelikte önemli bir korozyona yol açmazken, derişiklik, sıcaklık ve basıncın arttığı hallerde korozyonun süratle arttığı gözlenmiştir.
Nitrik asit içindeki paslanmaz çelikler havalandırma, akışkanın hızı ve hareketlerinden fazla etkilenmezler, çünkü nitrik asidin kendisi oksitleyicidir, pasifliği destekler ve dolayısiyle pitting veya gerileme korozyonu çatlağına yol açmaz. Yalnız %0,03 den fazla karbon içeren, iyi bir ısıl işlem ile stabilize olmamış malzemede tanelerarası korozyon ortaya çıkabilir. Bu durum ortama hidroflorik asidin eklenmesiyle daha da kötüleşir. Bunun yanında nitrik asit, sülfürik asit gibi bazı ortamlarda belli oranlarda karışık bulunduğunda paslanmaz çeliklerde pasifliği destekler ve korozif etkiyi azaltır. Nitrik asit uygulamaları, kesinlikle kapsamlı bir araştırma ve deneme sonucunda yapılmalıdır.
Paslanmaz çeliklerin fosforik aside karşı dayanımı derişiklik, sıcaklık, ortamdaki katışkılar ve alaşım türüne bağlıdır. Yüksek molibdenli ve yüksek molibden/kromlu ferritik türler yüksek derişikliklerde de korozyon dayanımına sahiptirler.
65°C’a kadar bütün paslanmaz çelikler sodyum hidroksit çözeltilerinde iyi korozyon dayanımı gösterirler. 65°C’ın üstünde ise yüksek krom ve molibden içeren ferritik alaşımların kullanılması gerekir. Sülfür ürünlerinin bulunduğu ortamlarda karbon çelikleri ve paslanmaz çelikler yüksek korozyon dayanımı gösterirler. Genellikle 300 serisi paslanmaz çeliklerin kullanıldığı bu ortamlarda paslanmaz çeliklerin korozyon hızı, sıcaklığa ve havadaki sülfirik asit buharı oranına bağlıdır.
8-8 türünde paslanmaz çelikler, sülfirik asitten doğabilecek korozyona karşı da değişik sıcaklık ve derişiklik aralıklarında
dayanıklıdırlar. %80-100 derişiklikteki sülfürik asitler oda sıcaklığındaki kaplarda güvenle saklanabilirler. %1-5 derişiklikte ise 316 ve özellikle 65°C’da daha yüksek oranda molibdenli 317 serisi kullanılabilir. Saf alaşımlardaki bu karmaşık durum ortama nitrit asit ve bakır tuzları gibi maddelerin eklenmesiyle daha da karmaşık bir hal almaktadır.
Söz konusu maddeler paslanmaz çeliklerin kullanım alanını genişletirler. Hidrojen gibi indirgeyici elemanlar ise korozyon dayanımını düşürürler. Bu durumlarda yapılacak seçimler mutlaka deneylerle doğrulanmalıdır. Sülfürik asit ortamına nitrik asit, kromik asit ve sodyum bikromat gibi oksitleyici elemanlar az miktarlarda eklendiğinde özellikle 304 ve 316 tipi paslanmaz çeliklerin güvenle kullanılabilecekleri gözlenmiştir.
Kükürt dioksit ve sülfürik asit ortamında molibden katkılı alaşımların korozyon açısından daha dayanıklı oldukları gözlenmiştir. Bu ortamlarda aralık korozyonunun önlenmesi için yüzeyler temiz ve pürüzsüz tutulmalı, parçacık yapışması önlenmeli, 90°’lik dirsekler ve bindirme kaynaklarından sakınılmalıdır. Sülfürik asit ortamında kullanılacak paslanmaz çeliklerde, pekleşme sonucu sertlik değeri 96 HRB’nin üstüne çıktığında gerilme korozyonu çatlağı tehlikesi ortaya çıkabilir ve bu durum ancak ısıl işlem ile önlenebilir. Sülfürik asit yanında havaya asılı parçacıkların bulunduğu ortamlarda pompa kanatçıklarında süratli bir erozyon korozyonu gözlenmiştir. Bu uygulamalarda 316 gibi alaşımlar en uzun kullanım ömrünü sağlamaktadır.
İlaç Sanayiinde Korozyon Dayanımı:
İlaç sanayii ve hassas kimyasallarda 18-8 serisi alaşımlar korozif olan ve olmayan ortamlarda gerekli temizlik (sanitasyon) şartlarını sağlamak amacıyla tercih edilirler. Bu tür kimyasalların bulunduğu ortamlarda korozyondan çok, bileşim, saflık, renk ve kokunun korunması daha büyük önem kazanmaktadır.
C vitamini çözeltisine karşı bakır kalıntılarından arındırılmış bir paslanmaz çelik mükemmel bir seçimdir. Bunun yanında B6 vitamini çözeltisinde paslanmaz çelik alaşımı içindeki demir, vitamin yapısını bozmaktadır. Geçmişten beri 304 ve 316
tipleri yıkayıcı, evaporatör, alkollü içecek teçhizatı, kazan, tank ve borularda tercih edilmişlerdir.
Paslanmaz çeliklerin kağıt ve kraft endüstrisinde kullanım nedeni sadece korozyon dayanımı olmayıp, yüzeyde birikim ve kabuklaşmaya izin vermemesi ve mekanik ve fiziksel özelliklerinden dolayı olmuştur.
Gıda Sanayiinde Korozyon Dayanımı
Paslanmaz çelikler gıda işleme ve depolama teçhizatında sadece korozyon dayanımı dolayısıyla değil, kolay temizlenebilmeleri ve temiz kalmaları sayesinde de yaygın olarak kullanılır. Uygulamalar arasında pompalar, borular, tanklar, ısıtıcılar dolum makinaları, ısı değiştiricileri ve vakum tankları sayılabilir. Sürekli su duşu veya akışının olduğu gıda veya gıda kabı yıkama makinalarında, paslanmaz çelikler korozyon dayanımları ve uzun ömürlerinden dolayı tercih edilirler. İçinde tuz ve sirke içeren turşu suları veya çeşitli sosların bulunduğu kaplar ve borularda pitting ve aralık korozyonunda dayanıklı özel alaşımların kullanılması gerekir. Hava/buhar tahliye borularında 304, fan kanatçıklarında 316 tipi kullanılabilir. Turşu suyu vb. kimyasallar haricindeki sıvı depolarında 316L veya ısıl işleme tabi tutulmuş, kumlanmış ve pasifleştirilmiş 316 kullanılır. Kuru katkı maddesi tamburlarında ise 304 tercih edilir. Daha korozif gıdalar için ise çok düşük karbonlu paslanmaz çeliklere yönelmek gerekir.
Yüksek Sıcaklıkta Korozyon Dayanımı
Paslanmaz çeliklerin yüksek sıcaklık uygulamalarında çoğu zaman ergimiş maddelerle temas söz konusudur. 18-8 paslanmaz çelikler ergimiş sodyum karşısında 540°C’a kadar korozyondan hiç etkilenmezler ve 870°C’a kadar da korozyonda önemli bir artış gözlenmez. Fakat ortama az miktarda oksijen katılması sonucu korozyon direnci aniden düşer. Değişken şartlar altındaki ergimiş kurşun yanında, oksitleyici etkiye sahip ergimiş haldeki alüminyum, çinko, kalay, bizmut, antimon ve kadmiyum gibi metaller de süratli bir genel korozyon oluştururlar.










 Ayrıca alüminyum ve molibden de içerirler. Süperferritikler yerel korozyon söz konusu olduğunda (örneğin suda çözünmüş klorüre karşı) ostenitik çeliklere kıyasla çok daha iyi bir dayanım gösterirler. Bundan dolayı buhar kazanları, ısı değiştiricileri, klorür taşıyan boru hatları ve deniz suyu uygulamalarında tercih edilirler.
Ayrıca alüminyum ve molibden de içerirler. Süperferritikler yerel korozyon söz konusu olduğunda (örneğin suda çözünmüş klorüre karşı) ostenitik çeliklere kıyasla çok daha iyi bir dayanım gösterirler. Bundan dolayı buhar kazanları, ısı değiştiricileri, klorür taşıyan boru hatları ve deniz suyu uygulamalarında tercih edilirler.